Directed Energy Deposition forms parts by melting material as it is deposited using a laser, electron beam or plasma arc. Commonly known as DED, they cover terminologies such as Directed light fabrication, Laser engineered net shaping, Direct metal deposition and 3D laser cladding in the industry.
Contents covered in this article
What is Directed Energy Deposition?
Directed Energy Deposition (DED) forms 3D objects by melting material as it is deposited using focused thermal energy, such as a laser, electron beam, or plasma arc. DED is one of the seven categories of additive manufacturing processes, which uses 3D data to build objects layer by layer instead of using subtractive manufacturing technologies. The energy source and the material feed nozzle are manipulated using a gantry system or robotic arm. DED is increasingly used in hybrid manufacturing, where the substrate bed is moved to create complex shapes.
Although it is possible to create parts from scratch due to how the DED technology works, currently, it’s predominantly used for repair by adding material to an existing part, such as turbine blade repair.

Directed energy deposition was developed by Sandia National Laboratories in 1995 under the name of LENS (Laser Engineering Net Shape) and then was commercialised by Optomec Design Company. Due to the variations in the energy source and final use, DED is sometimes referred to as laser metal deposition (LMD), 3D laser cladding or direct light fabrication.
Directed Energy Deposition types
Although DED technology can make metal, ceramic, and polymer parts, it is predominantly used to make metal parts. DED can be classified into three main groups based on the energy source used to melt material.
| DED Technology | Heat Source | Materials Used |
|---|---|---|
| Laser-Based DED | High-power laser | Metals, alloys (e.g., titanium) |
| Electron Beam-Based DED | Electron beam | Titanium alloys, high-temp alloys |
| Plasma/Electric Arc DED | Plasma or electric arc | Steels, titanium, nickel alloys |
Laser-Based DED
Laser-based Directed Energy Deposition (DED) employs a high-power laser to melt materials during deposition, allowing for exceptional precision and versatility with various metals and alloys such as titanium, steel, and Inconel. Prominent companies in this field include Optomec and DMG Mori.

This 3D printing method is renowned for its high precision, excellent surface finish, and capability to produce complex geometries. However, it also presents challenges, including high costs and limitations to materials’ efficient absorption of laser energy.
Laser-based DED systems, such as Optomec’s Laser Engineering Net Shape (LENS) DED system, use a laser as the main energy source.
- Pros: High precision, good surface finish, capable of complex geometries
- Cons: High cost, limited to materials that absorb laser energy efficiently
Electron Beam-Based DED (EBAM)
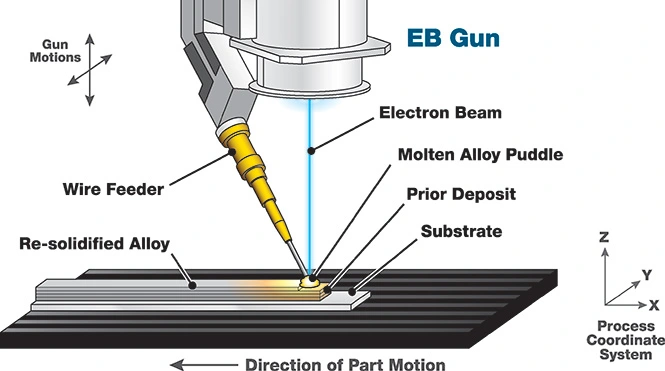
Electron Beam-Based Directed Energy Deposition (EBAM) utilises a focused beam of electrons to melt materials during deposition, making it ideal for high-temperature applications and reactive materials. Companies like Sciaky, Inc. and Norsk Titanium are leading in this technology. Commonly used materials include titanium alloys and high-temperature alloys. The method boasts high deposition rates, suitability for large-scale parts, and low residual stress. However, it requires a vacuum environment, has high equipment costs, and is limited in material diversity.
Electron beam-based DED systems such as Sciaky’s Electron Beam Additive Manufacturing (EBAM) use an electron beam to melt the powdered material feedstock
- Pros: High deposition rates, suitable for large-scale parts, low residual stress
- Cons: Requires a vacuum environment, high equipment cost, limited material diversity
Plasma or Electric Arc-Based DED
Plasma or Electric Arc-Based Directed Energy Deposition (DED) utilises a plasma or electric arc as the heat source to melt materials during deposition. This method is widely employed for repair applications and the manufacturing of large parts. Companies such as WAAM (Wire Arc Additive Manufacturing) and Additec are leaders in this technology. Commonly used materials include steel, titanium, and nickel alloys. The method offers high deposition rates, cost-effectiveness for large parts, and robust versatility. However, it also has limitations, including lower precision, rougher surface finishes, and the potential for high residual stress.
Plasma or Electric arc-based DED systems, such as the Wire arc additive manufacturing (WAAM) DED process, use an electric arc to melt the wire.
- Pros: High deposition rates, cost-effective for large parts, robust and versatile
- Cons: Lower precision, rougher surface finish, potential for high residual stress
Directed energy deposition technology can also be subdivided into the following types based on the material feedstock used to create the parts.
| DED Technology | Heat Source | Materials Used |
|---|---|---|
| Powder-Based DED | Laser or electron beam | Metals, alloys (e.g., cobalt-chrome) |
| Wire-Based DED | Laser, electron beam, or arc | Titanium, aluminium, steel |
Powder-Based DED
Powder-based Directed Energy Deposition (DED), such as Laser Engineered Net Shaping (LENS) or Laser Metal Deposition (LMD) involves feeding powder material into the deposition area, where it is melted by a heat source such as a laser or electron beam.
This method is prized for its high precision and suitability for repairing and adding features to existing parts. Companies like Optomec and BeAM are notable players in this field. Metals and alloys, including titanium, cobalt-chrome, and stainless steel, are commonly used. The method offers advantages such as high precision, material choice flexibility, and effectiveness in complex repairs. However, it also presents challenges, such as the high cost of powder materials and potential issues related to powder handling.
- Pros: High precision, flexibility in material choice, good for complex repairs
- Cons: High cost of powder materials, potential powder handling issues
Wire-Based DED
Wire-based Directed Energy Deposition (DED) utilises a metal wire as the feedstock, which is melted by a heat source and deposited layer by layer. This method stands out for its efficiency and economy, especially for constructing large structures. Companies like Gefertec and Sciaky, Inc. are notable players in this field. Materials commonly used include titanium, aluminium, and stainless steel. The method offers advantages such as high material utilisation and lower costs than powder-based alternatives, making it particularly suitable for large parts. However, it does have drawbacks, including lower precision compared to powder-based methods and being limited to wire feedstock.
- Pros: High material utilisation, lower cost compared to powder, suitable for large parts
- Cons: Lower precision than powder-based methods, limited to wire feedstock
How does Directed energy deposition work?
Different types of DED systems discussed in the previous section work marginally differently. However, the powder-based laser DED system can explain the core principle.
Since the process creates a molten metal pool, the DED process typically occurs in a hermetically sealed chamber filled with inert gas for laser and arc energy sources or a vacuum for electron beam systems to stop metal oxidisation, especially for reactive materials like Titanium.
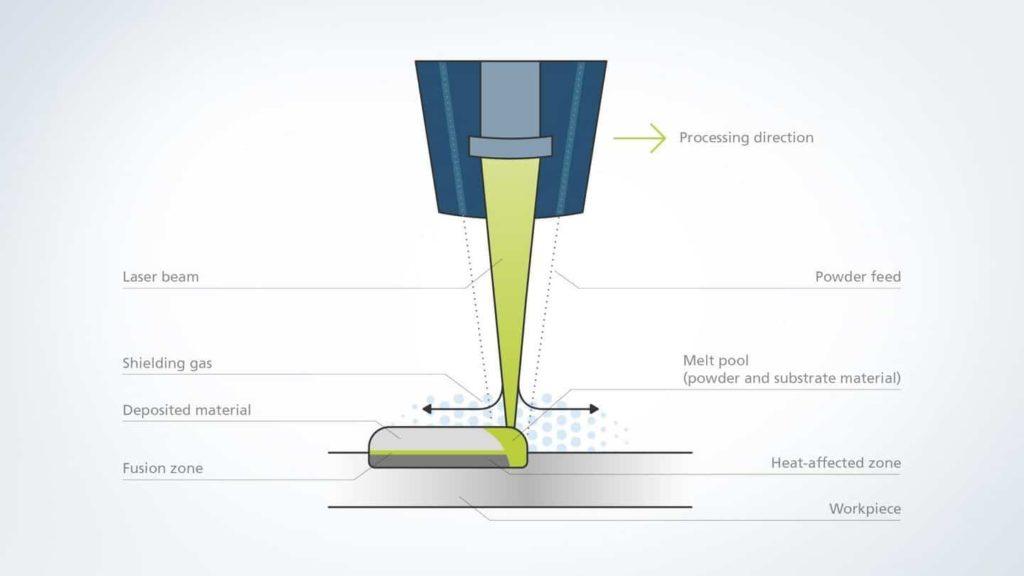
The centre of a typical DED system is the nozzle head, which consists of the energy source and the powder delivery nozzles. The nozzle head converges at the point of deposit where the laser beam is focused. The nozzle head is mounted on a multi-axis CNC (Computer Numerical Control) head or an articulated arm. Typically, the build platform is part of the multi-axis CNC system, which includes the nozzle head.
DED Process
- The nozzle head and the build platform are moved using the geometric CAD information to generate the 3D geometrical features.
- The laser beam melts the surface and creates a small molten pool of the material on the substrate at the start point along the build path.
- The feeders feed the powder through the nozzle into this molten pool
- Using the CAD geometric information, the controlled head or the bed or both are moved along the build path to create the metal part feature
Materials Used in Directed Energy Deposition (DED) Additive Manufacturing
DED predominantly uses metal in the form of wire or powder. However, DED technology is also capable of using polymers and ceramics. For example, Arevo makes composite frames using polymer and carbon fibre filament.
DED supports a wide range of metals, as any metal that can be welded can be used to create parts with this technology. Commonly used materials by various manufacturers are as follows;
- Stainless Steel – Used in aerospace components, automotive parts, medical implants, tooling, and machinery components due to its corrosion resistance, strength, and durability.
- Titanium Alloys are ideal for aerospace and defence components and medical implants thanks to their high strength-to-weight ratio, corrosion resistance, and biocompatibility.
- Aluminium Alloys – Suitable for aerospace structures, automotive parts, consumer goods, and heat exchangers due to their lightweight properties, high thermal conductivity, and corrosion resistance.
- Nickel alloys such as Inconel are excellent for aerospace components, gas turbine engine parts, chemical processing equipment, and high-temperature applications because of their strength, corrosion, and heat resistance.
- Tungsten & Molybdenum are used in aerospace components, electrical contacts, high-temperature furnace parts, and radiation shielding due to their high melting points and heat resistance. Due to its high melting point and density, it is used in aerospace components, electrical contacts, radiation shielding, and high-temperature applications.
- Cobalt-chromium alloys are Ideal for dental implants, orthopaedic implants, aerospace components, and turbine engine parts due to their high strength, wear resistance, and biocompatibility.
- Tool Steel is perfect for tool and die components, moulds, cutting tools, and wear-resistant parts because of their hardness, toughness, and heat resistance.
- Ceramic Materials such as Zirconia, Alumina, and Silicon Nitride are suitable for aerospace components, medical implants, cutting tools, and wear-resistant parts due to their high hardness, corrosion resistance, and thermal stability.
- Inter metallics, such as Titanium Aluminides and nickel Aluminides, are Required in aerospace components, turbine engine parts, and automotive exhaust systems due to their high-temperature strength and corrosion resistance.
Directed energy deposition applications
DED is already utilised in key industries like aerospace, defence, oil and gas, and the marine industry, for example, aircraft frames and structures, refractory metal components, ballistic material tooling repair and reconditioning, and marine propulsion.

Like any other subtractive manufacturing process, parts made using DED can be heat-treated, hot-isostatic-pressed, machined, or finished in any customary manner, which opens various new applications. Most hybrid manufacturing systems use DED and have become increasingly popular.
| Material Type | Applications |
| Stainless Steel | Aerospace components, automotive parts, medical implants, tooling, machinery components |
| Titanium Alloys | Aerospace and defence components, medical implants |
| Aluminium Alloys | Aerospace structures, automotive parts, consumer goods, heat exchangers |
| Nickel Alloys (Inconel) | Aerospace components, gas turbine engine parts, chemical processing equipment, high-temperature applications |
| Refractory Metals | Aerospace components, electrical contacts, high-temperature furnace parts, radiation shielding |
| Cobalt-Chromium Alloys | Dental implants, orthopaedic implants, aerospace components, turbine engine parts |
| Tool Steel | Tool and die components, moulds, cutting tools, wear-resistant parts |
| Tungsten | Aerospace components, electrical contacts, radiation shielding, high-temperature applications |
| Ceramic Materials | Aerospace components, medical implants, cutting tools, wear-resistant parts |
| Metal Matrix Composites | Aerospace structures, automotive parts, high-performance machinery components |
| Inter-metallics | Aerospace components, turbine engine parts, automotive exhaust systems |
| Precious Metals | Jewellery, luxury goods, electronics, dental components |
Advantages and disadvantages of directed energy deposition
DED technologies are used exclusively in metal additive manufacturing due to the nature of the process and are ideally suited for repairing or adding material to existing components.
Advantages of DED
- High build rates—DED’s higher deposition rates at relatively low resolution mean a faster build rate than other metal additive manufacturing processes.
- Dense and strong parts—DED creates higher-density parts with mechanical properties as good as cast or wrought material.
- Near net shape – Parts can be near net shapes, requiring minimal post-processing.
- Can be used for repairing—It is ideal for applications requiring metal addition to existing parts and hence lends itself to repairing applications.
- Multi-material range—The latest DED machines can hold several different powders or wire containers, enabling the construction of parts with custom alloys.
- Larger parts—DED can be used to build comparably larger parts. For example, Sciaky’s EBAM printers can print parts a few meters high.
- Easy material change – Since the material is fed on demand from separate powder containers during the process, it’s easy to refill or change it.
- Reduced material waste – DED only deposits the material it needs during the process, meaning less wastage than processes like powder bed fusion (SLS and DMLS), where the full build platform must be filled with metal powder.
Disadvantages of DED
- High capital cost – Direct energy deposition systems are comparably expensive to other metal additive manufacturing systems.
- Low build resolution—Parts produced using DED technology have lower resolution and poor surface finish. They will look like sand or investment castings and require secondary processing such as machining or aqua blasting, which adds more time and cost.
- No support structures—Due to how the DED technology builds parts, support structures cannot be used during the build process, so features like overhangs will not be possible.
Factors to consider when choosing a DED process
- Material compatibility
- Build size and volume
- Precision
- print resolution
- Layer thickness
- surface finish
- Deposition rate
- Multi-material requirement
- Post-processing requirements
References and Recommended reading
- Gibson, I., Rosen, D.W., & Stucker, B. (2015). Additive manufacturing technologies: 3D printing, rapid prototyping, and direct digital manufacturing. Springer.
- Yadroitsev, I., & Krakhmalev, P. (Eds.). (2020). Additive Manufacturing: Materials, Processes, Quantifications and Applications. Wiley.
- Herzog, D., Seyda, V., Wycisk, E., & Emmelmann, C. (2016). Additive manufacturing of metals: From fundamental technology to rocket nozzles, medical implants, and custom jewelry. Springer.
- Leuders, S., & Thöne, M. (Eds.). (2017). Laser additive manufacturing: Materials, design, technologies, and applications. Woodhead Publishing.
- Milewski, J. O. (2016). Metal additive manufacturing: A review. JOM, 68(3), 747-754.
- Frazier, W. E. (2014). Metal additive manufacturing: A review. Journal of Materials Engineering and Performance, 23(6), 1917-1928.
- Yadroitsev, I., & Bertrand, P. (Eds.). (2018). Additive manufacturing of metals: The technology, materials, design and production. Springer.
- Huang, S. H., & Liu, P. (Eds.). (2019). Additive manufacturing: Current state, future potential, gaps and needs, and recommendations. National Academies Press.
- Wegener, K., & Witt, G. (Eds.). (2019). Additive manufacturing: Innovations, advances, and applications. Springer.
- Chua, C. K., Leong, K. F., & Lim, C. S. (2010). Rapid prototyping: Principles and applications. World Scientific.
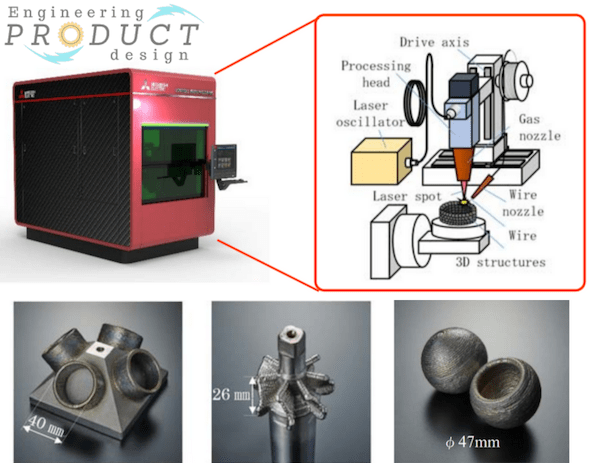
Case Study: Mitsubishi Electric’s Dot Forming Technology in DED
Mitsubishi Electric has developed a revolutionary Direct Energy Deposition (DED) technology called dot forming. This method integrates laser-wired DED, CNC, and CAM to produce high-precision, high-speed metal parts, particularly benefiting the aerospace and automotive sectors.
Challenges in Traditional Metal Additive Manufacturing
Conventional metal additive manufacturing, such as powder bed fusion and traditional DED, faces issues like internal voids and reduced accuracy. Powder bed fusion often results in porous parts, while conventional DED struggles with precision due to thermal distortion.
Innovative Approach of Dot Forming
Dot-forming technology overcomes these limitations by using a pulsed laser to control heat input, confining high temperatures to small, localised areas. This minimises distortion and enhances part accuracy, resulting in void-free parts that closely match intended designs.

Technical Advantages
- High Quality: Produces void-free parts with improved structural integrity.
- Increased Speed: Enables faster production rates.
- Enhanced Accuracy: Reduces thermal distortion for precise geometries.
- Reduced Oxidation: Achieves a 20% reduction in oxidation.
Applications and Implications
Dot-forming is ideal for the aerospace and automotive industries. It allows the production of high-precision, intricate parts that meet rigorous standards. This technology can lead to innovations in critical components, enhancing performance and efficiency.
Conclusion
Mitsubishi’s dot-forming technology marks a significant advancement in DED. It combines precision and speed to produce high-quality, void-free parts, positioning Mitsubishi as a leader in advanced manufacturing solutions.