Material Jetting, jets and cures liquid photopolymers or waxes layer-by-layer, creating high-resolution, multi-material, and full-colour 3D parts. It is one of the seven types of Additive manufacturing technologies.
Contents covered in this article
What is Material Jetting?
Material Jetting (MJ) is one of the 7 types of Additive Manufacturing (AM) technologies in which droplets of build and support materials are selectively jetted onto the build platform and cured by either ultraviolet light or heat to form a 3D object. The material can be jetted continuously or only when required, hence the phrase “on-demand” to create the parts.
The material jetting technique is very similar to standard inkjet printers, where the material droplets are selectively deposited by jetting layer by layer to create a three-dimensional object. Once a layer is complete, it’s cured by either ultraviolet light in the case of photosensitive material or heat-cured for metal and ceramic parts.
Like most additive manufacturing technology machines’ working principles, the deposition of the material is controlled by X, Y, and Z movement, which slightly varies from manufacturer to manufacturer to create the object in 3D space.
Types of Material Jetting (MJ)
Since the inception of Material jetting technology in the 1990s, several techniques have emerged and progressed into a developed state. Although they differ from manufacturer to manufacturer in how the material is cured and how it is deposited, the underpinning material jetting technique is the same.
They all can be categorised under the following three main types.
- PolyJet technology
- NanoParticle Jetting (NPJ)
- Drop-On Demand (DOD)
Advantages and Disadvantages of Material Jetting
Advantages of Material Jetting
- Highly accurate parts with resolution down to 14 microns
- Due to high accurate layer resolution, it can produce smooth parts with surfaces comparable to injection moulding and very high dimensional accuracy
- Low wastage due to accurate jetting and material on-demand dropping technology, unlike processes like powder bed fusion where sintering takes place inside the power chamber
- Multi-material and multi-colour capability within the same print volume
- Material Jetting has homogeneous mechanical and thermal properties
Disadvantages of Material Jetting
- Material jetted parts are mainly suitable for non-functional prototypes, as they have poor mechanical properties. Regarding mechanical properties, NPJ and DOD produce better parts than PolyJet.
- Mechanical properties of photosensitive material used in PolyJet degrade over time quickly.
- MJ machines are still expensive compared to other AM technologies, making them unfeasible for some applications.
- Produces relatively brittle parts, making it difficult to use in a production load-bearing part
- Although it’s easier to remove, most of the parts often require support material.
- High accuracy can be achieved, but materials are limited. PolyJet can only be used with polymers and waxes.
Material Jetting – Materials and applications
Material Jetting (MJ) is a versatile additive manufacturing process using various materials, including photopolymers and waxes.
- Photopolymers are the most commonly used materials in Material Jetting. These UV-curable resins solidify upon light exposure, forming detailed and accurate parts.
- PolyJet technology can blend different photopolymers during printing to create composite materials known as digital materials. These combinations allow for fine-tuning of properties such as hardness, flexibility, and colour.
- Waxes used in Material Jetting are primarily used to create precise casting patterns. These materials melt away cleanly during the investment casting, making them ideal for producing detailed metal parts.
| Technology | Material | Properties | Applications |
| PolyJet Technology | Rigid Photopolymers | Strong, durable, detailed | Prototypes, functional parts |
| Flexible Photopolymers | Elastic, resilient, rubber-like | Gaskets, ergonomic models | |
| High-Temperature Photopolymers | Heat-resistant, thermally stable | Mould tooling, thermal testing | |
| Transparent Photopolymers | Clear, high optical clarity | Light guides, lenses | |
| Biocompatible Photopolymers | Certified for limited human contact | Dental models, medical devices | |
| NanoParticle Jetting (NPJ) | Stainless Steel | High-strength, corrosion-resistant | Functional metal parts, tools |
| Titanium | Lightweight, high strength, biocompatible | Aerospace, medical implants | |
| Ceramics | High hardness, thermal stability | Dental prosthetics, electronics | |
| Aluminium | Lightweight, moderate strength | Automotive parts, lightweight components | |
| Copper | Excellent thermal and electrical conductivity | Heat exchangers, electronic components | |
| Drop-On Demand (DOD) | Waxes | Low melting point, clean burn-out | Investment casting patterns, jewellery |
| Photopolymers | Cured with UV light, high detail | Prototypes, microstructures | |
| Conductive Inks | Electrically conductive | Printed electronics, sensors | |
| Ceramic Suspensions | High thermal resistance, brittle | Electronics, heat-resistant parts | |
| UV-Curable Resins | Rapid curing, high-resolution | Fine-detail parts, moulds |
PolyJet – Material Jetting
What is PolyJet 3D printing?
Stratasys PolyJet technology jets ultra-thin layers of photopolymer material onto the build tray, similar to a standard inkjet printer. A UV light immediately cures each layer. The gel-like support material is available for complex geometrical parts and is easily removed by hand, aqua blast, or water jetting.
Many pieces of literature refer to material Jetting technology as ‘PolyJet’, mainly because PolyJet is the first-ever material jetting technology printer introduced (First introduced by Object and later bought by Stratasys).
How does PolyJet material jetting technology work?
After the typical steps of additive manufacturing, in which the 3D CAD model is converted to layer-based information, it’s ready to be printed.
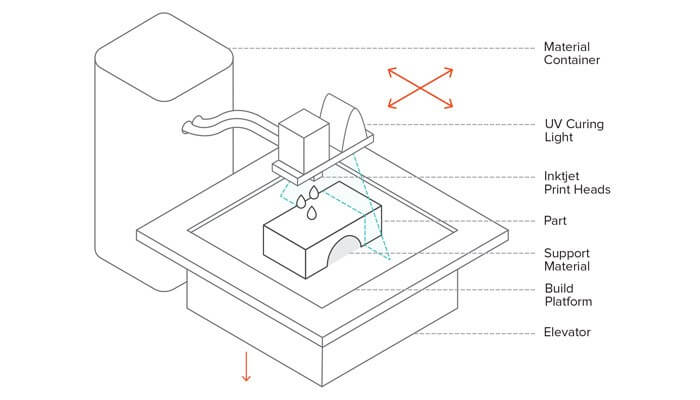
A schematic of a simple Material Jetting or PolyJet process is shown in the figure below to help describe the material jetting method.
- The above schematic shows that PolyJet printers have print heads, a build chamber, a material container and a UV Curing light.
- The liquid resin inside the container is heated at the start to achieve optimum viscosity suitable for jetting.
- The print head jets thousands of tiny droplets of photopolymer according to the layer information, travelling across the X-Y build platform.
- UV light cures the material deposited and solidifies it to create the layer.
- Once the layer is completed, the build platform is moved downwards to start the next layer.
- This process continues until the part has finished printing.
Characteristics of PolyJet Technology
- 14 microns layer resolution and accuracy – smooth-surfaced parts
- Thin walls and complex geometries are possible
- Wider material choices are available
- PolyJet can print rigid, flexible materials in a single build to create over-moulded parts without tooling.
- The multi-material capabilities of material jetting enable the creation of accurate visual and haptic prototypes.
Pros and Cons of PolyJet Technology
Pros of PolyJet Technology
- High Resolution and Detail: PolyJet can print at very fine resolutions (up to 16 microns layer thickness), enabling intricate details and smooth surface finishes suitable for prototypes and aesthetic models.
- Multi-Material and Colour Capability: It can simultaneously jet multiple materials and colours, allowing for complex parts with varying mechanical properties and full-colour prints in a single build.
- Rapid Prototyping: PolyJet offers fast build times, making it ideal for quick iterations and time-sensitive projects, particularly in the automotive and consumer goods industries.
Cons of PolyJet Technology
- Material Cost: PolyJet materials, such as photopolymers, can be expensive, impacting the overall cost of production, especially for larger or more complex parts.
- Mechanical Properties: PolyJet-produced parts often have lower mechanical strength and temperature resistance than other technologies, limiting their use in functional applications.
- Post-Processing: This requires significant post-processing, including removing support materials, curing, and sometimes additional surface finishing, which adds to the labour and time involved.
NanoParticle Jetting (NPJ)
What is NanoParticle Jetting?
XJet’s NanoParticle jetting technology uses a unique dispersion methodology to deposit the material onto the build platform. Special solid nanoparticles of the build material are contained or suspended in a liquid and then are jetted onto the build tray. Both build and support materials suspended in liquid form are supplied in sealed cartridges. Once the build process is complete, the support material is removed before going through a simple sintering process.

How does the NanoParticle jetting technology work?
- Solid particles in a liquid suspension are loaded using sealed cartridges into the printer.
- Two system printheads with thousands of nozzles simultaneously jet ultrafine drops of both build and support material onto the build tray
- High temperatures maintained inside the build area cause the liquid jacket surrounding the nanoparticle to evaporate.
- This leaves dense ultra-fine nanoparticle layers of the build material.
- Produced parts are then sintered, and support material is removed
Characteristics of NanoParticle Jetting
- Nanoparticles in ultra-thin layers produce a super fine, detailed, smooth surface
- High accuracy due to particle size
- Since the build and support particles are in sealed cartridges, reduced risk to health and safety and easy to handle
- Due to the separate material support structure, it is easy to remove and create complex parts with thin walls, sharp edges, etc.
More on Nanoparticle jetting technology can be found here at https://www.xjet3d.com/technology/.
Pros and Cons of Nano Particle Jetting (NPJ)
Pros of NanoParticle Jetting
- High Material Density: NPJ produces parts with high material density and superior mechanical properties, making it suitable for creating functional parts with excellent strength and durability.
- Fine Feature Accuracy: This printer offers high-resolution printing with very fine feature accuracy, which is ideal for applications requiring detailed and precise geometries, such as medical devices and small mechanical components.
- Wide Material Range: Can use various materials, including metals and ceramics, providing flexibility for different industrial applications and functional prototypes.
Cons of NanoParticle Jetting
- Limited Availability: NPJ technology and compatible materials are relatively new and less widely available than established AM technologies, which may limit access and adoption.
- Complexity and Cost: The complexity of the equipment and materials used in NPJ can lead to higher operational costs and maintenance requirements.
- Post-Processing: Parts typically require post-processing, such as sintering, to achieve full material properties, adding time and complexity to the manufacturing process.
DOD – Drop on demand
What is Drop-on-Demand 3D printing?
As the name implies, drop-on-demand deposits only tiny dots of material when necessary instead of continuous lines and is typically used for viscous liquid materials. These DOD technology printers use two heads for each build and one support material. Due to their ability to print viscous liquid, they are used exclusively to make wax patterns for investment casting, especially jewellery manufacturing.

This replaces the first few steps of making the master tool in investment casting, cutting the overall cost.
How does Drop-on-demand material jetting technology work?
- The printer has a build plate, two print heads, a cutter head assembly and two cartridges for build and support materials.
- Wax material is loaded into the printer as powder. These melt into liquid form inside a heated tank.
- Each layer is printed similarly to how generally AM technologies work.
- Each layer Is precisely milled to keep the layer thickness and flatness
- Support material is automatically laid down, eliminating the designer’s need to create support structures within the design
- The finished part would be surrounded by support material that goes into a liquid bath
- The support completely dissolves away, leaving behind a clean, high-precision wax model
Characteristics of Drop-on-demand
- It can print both resin and wax.
- This technology is specially engineered to produce mould patterns for lost-wax casting or investment casting
- Resolution of +/-22 µm in X & Y and 25 µm for layer thickness
- Layer thickness can be controlled and repeated down to 6µm by the rotating milling blade
- Smooth curvature printing produces the highest precision and surface finish in the industry
- 5000 × 5000 drops per inch dropping resolution produces high-definition parts
Pros and Cons of DOD
Pros of Drop-on-demand
- Precision and Accuracy: DOD provides highly precise and accurate droplet placement, making it ideal for applications requiring fine details and high dimensional accuracy, such as microelectronics and medical devices.
- Material Efficiency: This method can efficiently deposit material only where needed, reducing waste and making it suitable for intricate geometries and lightweight structures.
- Versatile Material Use: DOD can handle a variety of materials, including waxes, photopolymers, and other specialised fluids, allowing for diverse applications and functional parts.
Cons of Drop-on-demand
- Build Speed: DOD typically has slower build speeds than other additive manufacturing methods, which can disadvantage large-scale production or rapid prototyping.
- Material Limitations: The range of compatible materials is often more restricted, and the technology is usually limited to specific applications such as casting patterns or electronics rather than broad industrial use.
- Post-Processing: This often requires additional steps, such as support material removal and curing, which can add time and effort to the overall process, impacting productivity and throughput.
Comparison of Poly Jetting, Nano Particle Jetting (NPJ), and Drop-on-Demand (DOD)
A detailed comparison of PolyJetting, NanoParticle Jetting (NPJ), and Drop-on-Demand (DOD) 3D printing technologies:
Comparison of Poly Jetting, Nano Particle Jetting, and Drop-on-Demand 3D Printing
| Aspect | PolyJetting | NanoParticle Jetting (NPJ) | Drop-on-Demand (DOD) |
| Technology | UV-curable liquid photopolymer jetting | Jetting of metal or ceramic nanoparticles suspended in a liquid | Jetting of materials in a precise, droplet-by-droplet manner |
| Materials | Photopolymers | Metals (e.g., stainless steel, titanium) and ceramics | Waxes, low-melting-point polymers, and some metals |
| Build Process | Layers of liquid photopolymer are jetted and cured by UV light | Nanoparticles are jetted and bound together by sintering | Droplets of material are jetted onto a substrate and solidify |
| Resolution | High (typically 600 dpi, layers as fine as 16 microns) | Moderate to high (varies by material and process) | High (layers as fine as 5 microns, precise droplet placement) |
| Surface Finish | Smooth, fine detail | Rougher compared to PolyJet, may require post-processing | Smooth, often requires post-processing for polishing |
| Colour Capability | Full-colour, multi-material printing | Limited to material colours | Limited, typically single-color or material |
| Support Structures | Required, removable photopolymer | It may require support structures, removable | Often required, removable |
| Material Properties | Wide range of rigid, flexible, and composite properties | High strength and density in metals and ceramics | Varies, typically not as strong as NPJ materials |
| Post-Processing | Minimal for surface finish, but support removal is required | Sintering, sometimes additional machining or polishing | Often significant for finishing and supporting the removal |
| Applications | Prototyping, medical models, consumer products | Functional metal and ceramic parts, tools, high-performance components | Prototyping, casting patterns, jewellery, precise small parts |
| Build Volume | Limited compared to FDM or SLS | Limited but varies by machine | Limited by droplet size and build tray dimensions |
| Speed | Moderate to fast | Slower due to high precision and material properties | Moderate, varies based on complexity and material |
| Cost | High operational and material costs | High due to materials and post-processing | Moderate to high depending on material and application |
| Ease of Use | User-friendly, straightforward operation and setup | Complex requires expertise in material handling and post-processing | Variable, often more accessible than NPJ, but complex for precise applications |
| Environmental Impact | Concerns over resin waste and support material disposal | Material waste and energy use in sintering | Material waste from supports and post-processing |
| Commercial Availability | Widely available, many manufacturers | Emerging technology, fewer manufacturers | Available, common in specific industries like jewellery |
Key Points
- PolyJetting is best for high-resolution, full-colour, multi-material prototypes and parts with intricate details. It excels in applications requiring smooth surface finishes and detailed aesthetics.
- Nanoparticle jetting (NPJ) is ideal for producing high-strength and density functional metal and ceramic parts. It’s suitable for industrial applications where material properties are critical.
- Drop-on-demand (DOD) is commonly used for precise small parts, casting patterns, and applications requiring high precision in material placement. It’s popular in the jewellery and casting industries for producing intricate designs.
Advantages and Disadvantages – Comparison Table
| Feature | PolyJet | NanoParticle Jetting (NPJ) | Drop-On Demand (DOD) |
| Pros | High-resolution and detail | High material density | Precision and accuracy |
| Multi-material and colour capability | Fine feature accuracy | Material efficiency | |
| Rapid prototyping | Wide material range | Versatile material use | |
| Cons | High material cost | Limited availability | Slower build speed |
| Lower mechanical properties | Complexity and cost | Material limitations | |
| Significant post-processing | Post-processing needed | Additional post-processing |