Powder metallurgy is a metal-shaping operation that uses metallic powders to create parts by pressing into a die and fusing them by sintering.
Contents covered in this article
What is Powder Metallurgy?
Powder Metallurgy (PM) is a metal solidification technique that involves compacting metal powders into a die and heating it to temperatures just below their melting point to fuse by sintering to create a rigid 3D component.
Manufacturing processes like casting and metal working use molten and solid forms as raw materials, while powder metallurgy uses metal powders. Typical products manufactured using PM are gears, cams, bushings, bearings, magnets, piston rings, connecting rods, cutting tools, bushings, and ball bearings.
How does powder metallurgy work?
Powders used for PM are specially made for the process using several methods. The choice of powder manufacturing method depends on the final part property requirement. Powders’ microstructure, chemical purity, porosity, shape and size distribution significantly affect the process and the final product’s properties. Particle sizes range from 0.1 to 1000 um.
Following the production of metallic powders, the conventional PM sequence follows these three steps.
- Mix and Blend the powders – Powder blending and mixing
- Powder compaction – the mix is pressed into a cavity of the desired shape
- Sintering – Compacted part is heated to a temperature below the melting point to cause solid-state bonding of the particles
Mix and Blend the powders
- Manufacturers mix (blending and mixing) powders and additives under controlled conditions to avoid deterioration or contamination. Proper mixing is required to ensure that mechanical properties are uniform throughout the part.
- Blending refers to the different particle sizes of the same material (Chemical composition) to minimize porosity, and mix refers to other material chemistry powders.
- Manufacturers add lubricants to improve flow characteristics, sometimes binders similar to sand casting mould binders to increase the strength of the green part and other additives to aid sintering.
Powder compaction
The main elements of the pressing phase equipment are a double-acting hydraulic press, mould and a die. Pressing tonnages are gauged to fit the part size while the pressure is applied above and below.
- The manufacturer then automatically feeds the mixed and blended powder, called “feedstock”, into the die cavity, ready for the conventional compaction method called “Pressing”.
- Hydraulic or mechanical press punches squeeze the powder inside the die cavity from top and bottom. This process is carried out at room temperature.
- Initially, the press compacts the powder loosely, rearranging the powder and filling any voids, producing a low-stressed, dense powder. Then, the press continues to pack to increase contact stress and plastic deformation of powder particles resulting in increased adhesion between the particles.
- Finally, the machine ejects the fully compacted partially processed part called “Green compact”, which is low strength, referred to as “Green strength”. As a result, the density referred to as “green density” is much lower than the final part, depending on the compacting pressure.
Sintering
- Finally, green parts are heated in a temperature-controlled furnace to a temperature below the metal melting point but high enough to fuse particles. This phase is complex due to
- The manufacturer controls the sintering temperature, time, and atmospheric furnace properties to achieve the optimum environment to create the optimum part.
Advantages and Disadvantages of PM
Powder metallurgy advantages
- PM can mass produce near-shape and net-shape products
- Very low wastage as PM converts 97% of the raw powder material into a part, unlike processes like sand casting, forging, and die casting
- Wide range of metal powder availability
- It can produce high-precision components in large volume
- PM technology can combine various metals to create alloys that would be difficult or impossible to create
- Comparably low cost due to high-volume production
- Higher resistance to wear and tear
- PM parts Aids vibration damping
- Uses fewer energy savings
- Improved tribological properties and surface finishes
- Complex conditions and geometries that are impossible to achieve with other metal-forming processes
- Long-term performance reliability in critical applications
Powder metallurgy disadvantages
- High tool and equipment costs result in increased production costs for smaller volumes.
- Metallic powders are expensive, making large parts expensive
- Non-uniform characteristics due to the friction between the powder and tooling
Types of Powder metallurgy
| Process | Description |
| Press & Sinter Process | Press & Sinter process compacts metal or ceramic powder into a shape and then sinters it at high temperatures to bond particles. |
| Cold Isostatic Pressing (CIP) | CIP applies uniform pressure to powder within a flexible mould submerged in a fluid, forming dense, isotropic parts. |
| Hot Isostatic Pressing (HIP) | HIP combines high pressure and elevated temperature to densify powders, consolidate castings, and improve properties. |
| Powder Injection Molding (PIM) | PIM injects powder-binder mixture into a mould, debinds it, and sinters it to produce high-precision parts. |
| Metal Injection Moulding (MIM) | MIM uses metal powder mixed with a binder and injects it into moulds; the part is then debound and sintered for precision components. |
| Powder Rolling | Powder Rolling compresses and elongates powder into sheets or strips by passing through rolling mills at elevated temperatures. |
| Powder Extrusion | Extrusion forces powder through a die at high temperatures to create long shapes or profiles, followed by sintering. |
| Powder Forging | Power forging presses powder into a shape and then forges it while heated to improve density and mechanical properties. |
| Hot Pressing | Hot pressing compacts powder in a mould while applying heat, resulting in dense, solid parts. |
| Spark Sintering | Spark sintering uses a pulsed electric current and pressure to rapidly sinter powder, enhancing properties and reducing processing time. |
Press & Sinter powder metallurgy process
The press and sinter process is the conventional type and most widely used powder metallurgy operation, as explained above under “How does PM work?”. One key feature is that the pressure is applied uniaxially in the press and sintering process, as shown below.
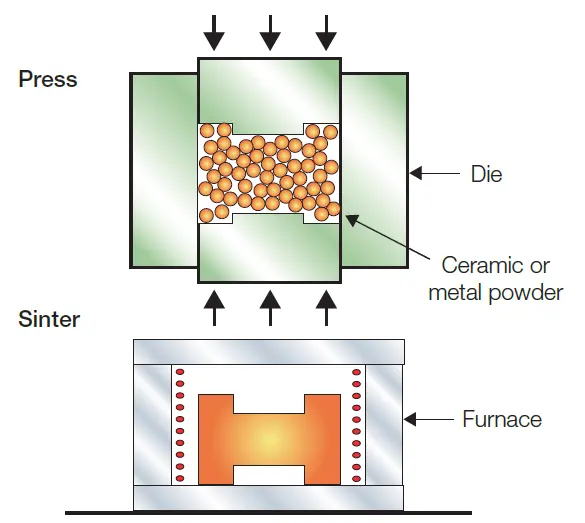
Because of this uniaxial pressing, the powder particles do not flow well perpendicular to the forcing axis, limiting the part geometry design to one direction.
Isostatic Pressing
Not like Press and Sintering process’s uniaxial pressure, in Isostatic pressing, hydraulic pressure is applied to the powder from all directions. This helps the powder travel in all directions allowing the product designer the flexibility to design complex parts. To apply pressure to the mould from all directions, the mould is made of flexible rubber such as neoprene rubber, urethane and polyvinyl chloride.
There are two types of isostatic pressing: Cold Isostatic Pressing (CIP) and Hot Isostatic Pressing (HIP).
Cold Isostatic Pressing (CIP)
As the name suggests, the CIP is done at room temperature using a rubber mould inside a hydrostatic chamber. The manufacturer uses oil or water to apply hydrostatic pressure to compact the powder. Typically the mould is oversized to allow for shrinkage.
CIP produces a part with uniform density with comparably cheaper tooling. However, because of the flexible mould, accurate tolerances are challenging to achieve; hence, other manufacturing processes, such as CNC machining, are often required.
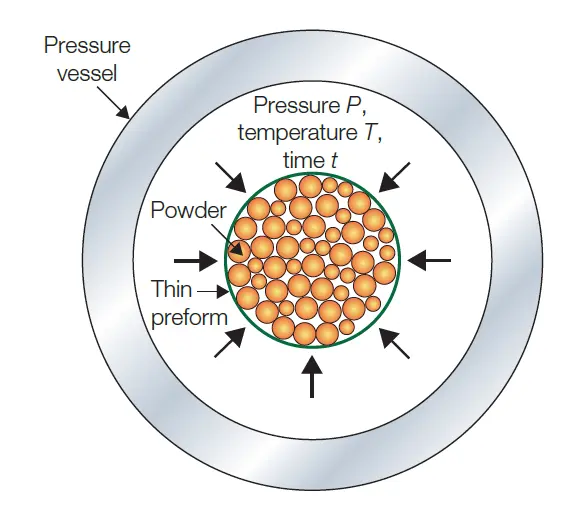
Hot Isostatic Pressing (HIP)
In a HIP, the mould is made using a high melting point mild or stainless-steel metal sheet and pressurized using high-temperature inert gas. HIP creates parts by pressing and sintering in one single step. Because of the equipment required, the HIP is an expensive process.
The HIP process eliminates porous elements in sand casting through plastic deformation, creep, and diffusion bonding.
Advantages of HIP
- Ability to produce almost 100% density parts
- with good metallurgical bonding of the particles
- Good mechanical properties and have higher dimensional tolerance
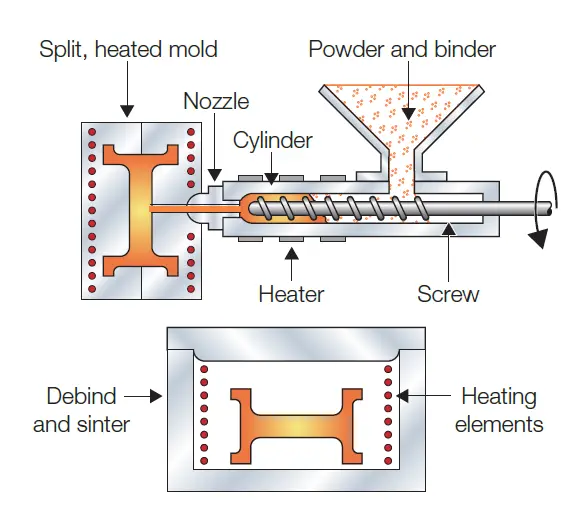
Powder Injection Moulding
In Powder injection moulding, the manufacturer blends fine powder particles with polymer or wax-based binder before injecting the mix into a mould to create a green part. This then goes through the sintering process. This mixture is then injected into a mould at an elevated temperature.
Powder rolling
Powders can be compressed to form metal strip stock in a rolling mill operation. Typically, the process is set up to run continuously or semi-continuously. First, metallic powders are compacted between rolls to form a green strip fed directly into a sintering furnace. After that, it is cold rolled and re-sintered.
Powder Extrusion
Extrusion is a fundamental manufacturing process. Starting powders in PM extrusion can take various forms. Powders are placed in a vacuum-tight sheet metal can, heated and extruded with the container in the most common method. In another variation, billets are formed using a traditional press and sinter process before being extruded hot. The PM product is highly densified as a result of these methods.
Powder Forging
Forging is a crucial metal-forming process. The starting work in powder forging is a powder metallurgy part pre-formed to the proper size by pressing and sintering.
The benefits of this approach include densification of the PM part, lower tooling costs, and fewer forging “hits” (and thus a higher production rate) because the starting work part is pre-formed.
Hot Isostatic Pressing (HIP)
The HIP is the application of high temperature and pressure in all directions simultaneously to create a dense and bonded component. It is used in the processing of metals as well as ceramics. The part is surrounded by a gaseous medium, typically argon, and is subjected to a high-pressure thermal treatment to consolidate the materials.
Powder metallurgy materials
Iron, copper, aluminium, tin, nickel, titanium, and refractory metals are widely used by manufacturers to create PM parts.
PM’s most widely used metals are iron, aluminium, tin, nickel, titanium, and refractory metals. Pre-alloyed powders are used for brass, bronze, steel, and stainless steel parts, where each powder particle is an alloy in and of itself. Metals are typically obtained from bulk metals and alloys, ores, salts, and other compounds.
- Low alloy steels
- Stainless steels
- High-speed steels
- Irons
- Cobalt alloys
- Copper alloys
- Nickel alloys
- Tungsten alloys
- Titanium alloys