Threaded Inserts for plastics provide reusable metal threads and secure tight threaded joints in thermoplastics and thermosets. These threaded inserts have more pull-out force on a mating part than a self-tapping screw in plastics. They are also designed for easy and fast installation into plastics using in-moulding, cold, heat or ultrasonic pressing.
What are Threaded Inserts for plastics?
Threaded inserts for plastics are cylindrical metal parts with a threaded hole in the middle and a serrated outer wall to increase the connection strength between the Insert and the plastic. Inserts for plastics provide the strength required to tighten bolts and screws to the levels needed to stretch the fastener and maintain a sufficient bolted joint assembly.

Engineers often use threaded inserts on thermoplastics or thermoset plastics in settings where the product is frequently put together and taken apart for maintenance or repair. Hence, automotive, consumer electronics, aerospace and recreation equipment often use metal inserts for plastics.
Why do we need Threaded inserts in plastic?
Let us look at some of the reasons why we need threaded inserts inside plastic material.
- The primary advantage of using an Insert is that it keeps the threaded joint intact for the duration of the application.
- They provide unlimited reusable thread, unlike self-tapping thread
- Increased seating torque for applications such as compressing o-rings and gaskets to seal a product assembly
- They are not affected by the plastic material stress relaxation or self-tapping screw creep.
Characteristics of Threaded Inserts of plastics
- They can be used on most of the common injection moulding plastics
- Knurling features provide torque resistance.
- Opposing knurls or diamond knurling and serrations provide pull-out resistance.
- Length is proportional to the pull-out resistance. i.e. longer the Insert better the put-out force.
- Undercuts and grooves provide pull-out resistance.
- The split design collapses during the installation and expands into the plastic when screws are screwed, increasing the pull-out force.
Types of Threaded Inserts for Plastics
What are the different types of threaded inserts for plastics? Depending on the application, product designers and manufacturers have plenty of insert types to choose from for their applications. Different types can be categorised into groups by either Installation method, thread type, or external features.

The image above shows some common insert types in terms of Insert geometry, such as flanged threaded inserts, male stud inserts, split threaded inserts and expansion inserts.
For this article, we have grouped them in terms of installation methods. The installation method has five primary metal threaded inserts for plastics.
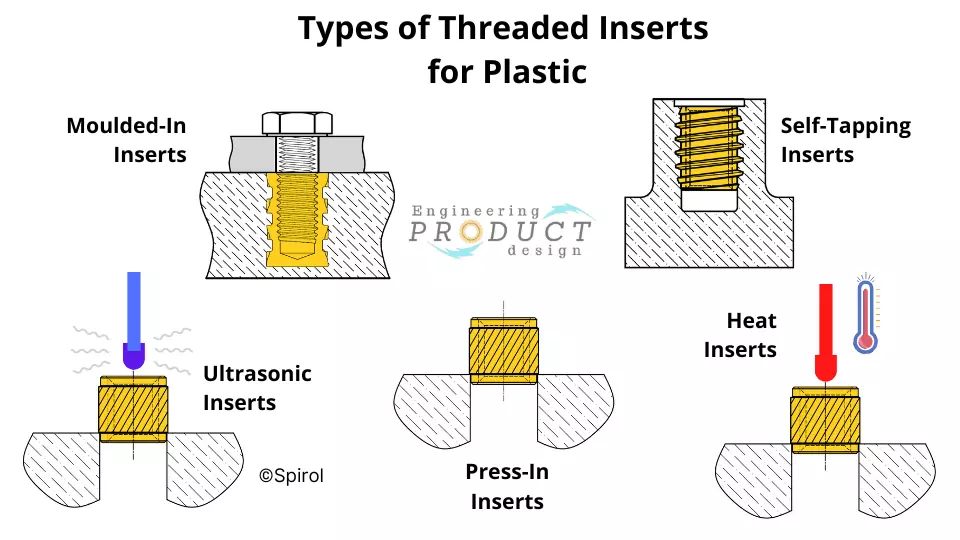
- Press-in Inserts
- Self-tapping inserts
- Moulded-In inserts
- Heat Inserts
- Ultrasonic inserts
Press-In Inserts for Plastics
Press-in inserts for plastics are designed to be inserted post-moulding and provide a female thread in most plastics. The insert design and installation method reduces cost but sacrifices torque and pull-out performance compared to other insert types.

How to install a Press-In insert into plastic?
Press-in inserts are pressed into pre-moulded or drilled holes.
- The user places the Insert on the pre-moulded or pre-drilled pilot hole.
- The standard press tooltip is lowered to push the Insert into the pilot hole.
- Plastic material deforms and flows around the knurls, fins and undercut features of the Insert.
Advantages and Disadvantages of Press-In inserts
Advantages of Press-In inserts
- Reusable fixing interface
- Quick and cost-effective
- Average pull-out and torsional strength
Disadvantages of Press-In inserts for plastic
- Requires a standard manual press
- Provides the worst pull-out & torsional strength compared to other types of inserts.
Self-Tapping Insert for plastic
As the name suggests, Self-tapping Inserts are like self-tapping screws for plastic, where the assembler screws the Insert into a pilot hole. These are post-mould-type metal inserts and have the best pull-out resistance compared to other post-mould-type inserts.
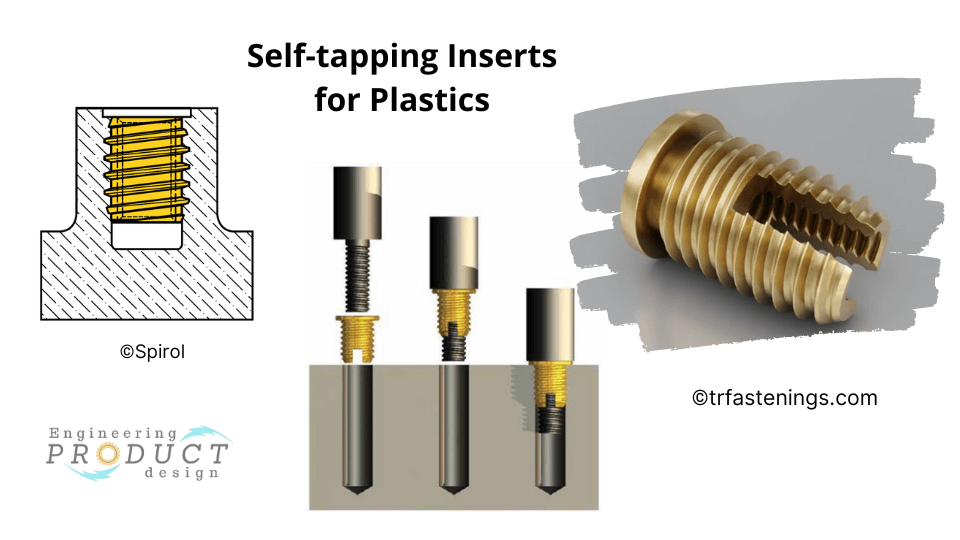
Also known as Self threaded inserts for plastics, they are designed for hard or brittle plastics and are installed using threaded drivers – Manual, Electric and pneumatic. These are widely used in the automotive industry.
Self-tapping inserts for plastics have a thin thread profile to avoid exerting high stress on the plastics and course thread pitch to maximise plastic shear surface and resist pull out.
How to install a Self-tapping insert into plastic?
For rapid prototyping and pre-production units, these are the best options to simulate injection mould-in inserts.
Ensure the pilot hole is the correct size. Check the manufacturer’s datasheet for the right size pilot hole. If it is a 3D-printed part, allow enough tolerance for shrinkage and choose the correct plastic material.
- The threaded Insert is screwed into the Insert Driver and placed on top of the pilot hole.
- The Driver screws in the inserts to a preset height or until a preset torque are achieved for flanged inserts.
- The split edges of the metal insert cut through the pilot hole
- Ensure the hole is deep enough for screw length and cut plastic shavings.
Advantages and Disadvantages of Self-Tapping Inserts for plastic
Benefits of Self-Tapping inserts for plastic
- Robust and reusable fixing interface
- High pull-out & torsional strength
- Quick and easy installation
Limitations of Self-Tapping inserts for plastic
- It requires a special tool
- Less pull-out and torsional strength compared to mould-in Insert
- A skilled assembler or the automated assembly line required
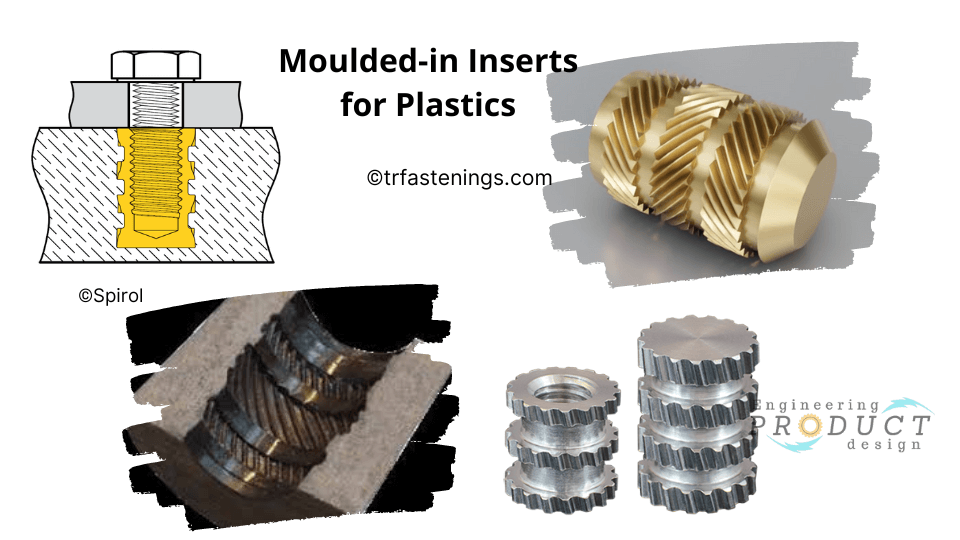
Moulded-In inserts for plastic
They are generally referred to as threaded inserts for plastic moulding, the manufacturer pre-installed these Moulded-in Inserts during the injection moulding process. Although generally more costly to get the Insert into place than the post-mould installation process, this Insert provides the best performance out of all the threaded insert types. In addition, moulded-in inserts can provide a thread in a wide range of plastics for Thermoplastics and Thermosets.
How are Moulded-In inserts for plastic installed?
Injection moulding manufacturers mould these inside the plastic part during the injection moulding process.
- The manufacturer places the Insert in the mould tool on a retaining pin holder. Generally done manually but can be automated.
- Then they seal the mould tool and inject the molten plastic into the mould
- Plastic flows around the knurls, fins and undercut features of the Insert
- The pin holds the Insert in place and also stops the plastic from going into the threads
- Plastic material cools down around the Insert
Advantages and Disadvantages of Moulded-In inserts for plastic
Benefits of Moulded-In inserts for plastic
- It offers the best performance across all the threaded inserts
- Robust and reusable fixing interface
- High pull-out and torsional strength
Disadvantages of Moulded-In inserts for plastic
- Expensive compared to other types
- Inserts may float, move inside, and damage the mould and part.
- Plastic may flash the Insert’s internal threads, necessitating cleaning.
- Inserts can make the moulding cycle longer and are frequently challenging to load.
- The expansion of inserts requires preheating.
- Inserts in returned parts are expensive to repair.
- Plastic might crack when it shrinks too much around the Insert due to an increase in hoop stress.
Heat Inserts for plastics
Heat inserts are designed for post-mould installation on Thermoplastics using an electric heat insertion press. These are forced into a pre-drilled or pre-moulded pilot hole. While cold pressing relies on plastic flow at room temperature, Heat inserts rely on plastic softening due to heat and flow around the Insert.
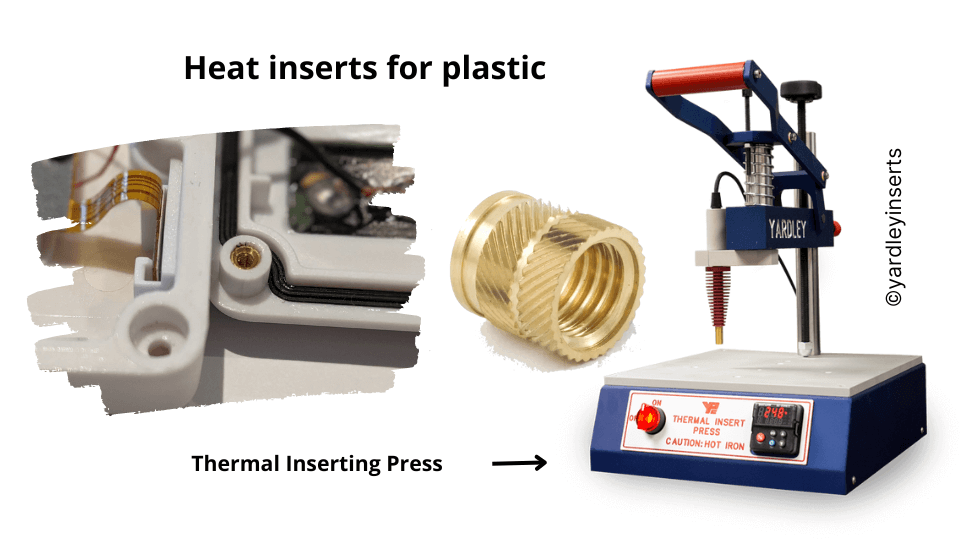
Unfortunately, heat can’t remelt Thermosets; hence ultrasonic inserts are unsuitable for Thermosets plastics.
How to install a Heat threaded Insert into plastic?
These are one of the best options for prototyping injection moulding parts using Vacuum casting or 3d printed parts for metal threads.
- The user places the Insert on the pre-moulded or pre-drilled pilot hole.
- Then electrical insertion press tooltip is lowered to sit gently on top of the Insert.
- The head converts electric power into enough heat to heat the Insert
- Once the required temperature is reached, the head gently forces the Insert into the hole.
- As the heated press squeezes the Insert into the pilot hole, the plastic melts
- Softened plastic flows around the knurls, fins and undercut features of the Insert and cools down.
Advantages and Disadvantages of Heat threaded Insert into plastic
Benefits of Heat Insert into a plastic
- Fast and quick installation. For prototypes, designers can use a soldering iron tip to force the Insert into a plastic.
- Reusable fixing interface
- Medium pull-out and torsional strength
Disadvantages of Heat Insert into a plastic
- They require special equipment
- Expensive compared to cold press-in inserts due to special equipment and increased cycle time.
- Can only use with thermoplastics
Ultrasonic inserts for plastics
Ultrasonic inserts are designed for post-mould installation on Thermoplastics using an ultrasonic insertion press, where the manufacturer forces the Insert into a pilot hole. While cold pressing relies on plastic flow at room temperature, ultrasonics rely on plastic softening due to heat and flow around the Insert.

Similar to Heat inserts, Ultrasonic inserts are unsuitable for Thermosets plastics. Generally, features like opposing knurls, undercuts and grooves on the external surface of the inserts provide torsional and pull-out resistance.
How to install Ultrasonic inserts into plastic?
- The manufacturer places the Insert on the pre-moulded or pre-drilled pilot hole.
- Then Ultrasonic insert press tooltip is lowered to sit gently on top of the Insert.
- The ultrasonic head converts electric power into vibration, generating enough heat to heat the Insert.
- Once the required temperature is reached, the head gently forces the Insert into the hole.
- Softened plastic flows around the knurls, fins and undercut features of the Insert and cools down.
Advantages and Disadvantages of Ultrasonic inserts for plastic
Benefits of Ultrasonic inserts for plastic
- Fast and quick installation
- Reusable fixing interface
- Medium pull-out and torsional strength
Disadvantages of Ultrasonic inserts for plastic
- Special equipment – Installation needs PSU, ultrasonic insertion tool, cycle controlling timers, electrical energy transducer and ultrasonic horn.
- Expensive compared to cold press-in inserts due to special equipment and increased cycle time.
- Ultrasonic vibration can damage the Insert’s surface finish by flaking. These flakes and chips can reduce connection strength.
- The equipment is noisy and might damage the internal threads if misused.
- Can only use with thermoplastics
Thread insert applications
Product designers use metal inserts in plastics for applications that require strong and durable metal threads inside plastic material.
- Aircraft – Overhead aircraft interiors use brass inserts in soft and brittle plastics
- Automotive – Air intake manifold
- Electronics – GPS enclosures,
- Industrial – Power tool housing such as hand-held drills, medium size pump housing